
污水池蓋板:彎曲成型與焊接工藝的精密交響
未知, 2026-03-20 15:15, 次瀏覽
污水池蓋板:彎曲成型與焊接工藝的精密交響
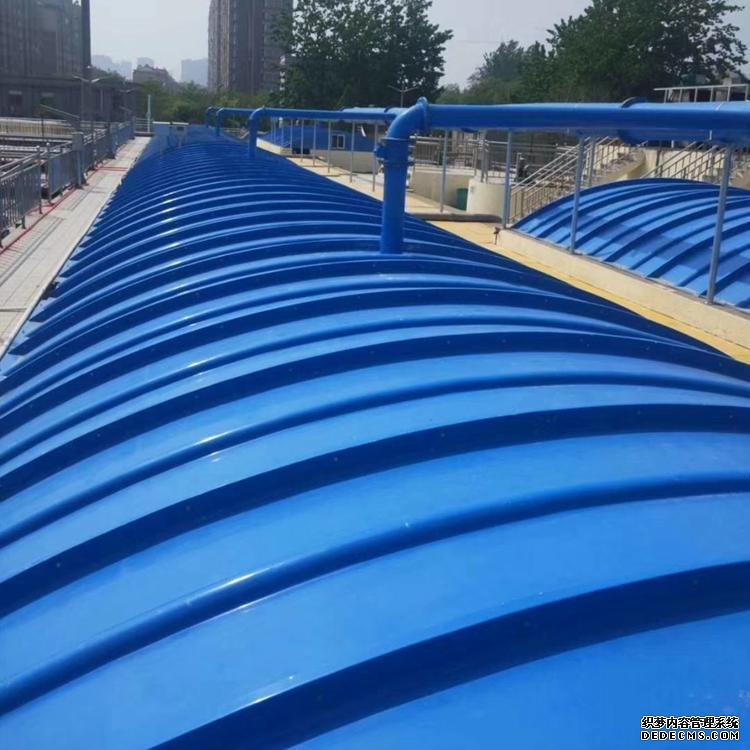
在污水處理廠、化工園區等場景中,污水池蓋板是守護環境安全、保障運維效率的關鍵屏障。它不僅要承受池內復雜介質的腐蝕、外部荷載的沖擊,更需具備嚴密的封閉性,防止廢氣逸散與污水外濺。而蓋板的性能***劣,核心取決于兩***工藝——精準的彎曲成型與可靠的焊接連接,二者如同精密齒輪般相互咬合,共同鑄就蓋板的堅固防線,其工藝細節的把控,堪稱工業制造中技術與匠心的深度融合。
污水池蓋板彎曲方式:賦予材料精準形態的核心技藝
污水池蓋板的彎曲,本質是通過外力作用,讓金屬板材或型材按照設計需求發生塑性變形,形成契合池體結構的曲面或折角。不同材質、不同規格的蓋板,適配的彎曲方式各有不同,每種方式都在精度、效率與成本間尋求******平衡。
折彎成型是應用***為廣泛的工藝之一,尤其適用于矩形、多邊形等規則形態的蓋板制作。這種工藝依托折彎機完成,核心原理是利用上下模具對板材施加集中壓力,使材料沿模具輪廓產生可控的塑性變形。操作時,技術人員需先根據蓋板的設計折角角度、彎曲半徑,精準匹配模具規格,再將裁剪***的板材定位在折彎機工作臺,通過液壓系統驅動上模下壓,實現板材的精準折彎。折彎成型的***勢在于操作便捷、成型效率高,且折彎角度的一致性極強,能完美適配標準化污水池的蓋板需求。不過,這種方式對板材的延展性有明確要求,若材質過硬或厚度過***,易出現折彎處開裂、回彈等問題,因此需提前通過工藝試驗,確定折彎壓力、模具間隙等關鍵參數,同時在折彎前對板材進行退火處理,消除內應力,保障成型質量。
滾彎成型則更適配***跨度、圓弧型曲面的蓋板制作,常見于圓形污水池或***型弧形蓋板的生產。滾彎機的工作原理是利用三組或多組滾輪,通過相對旋轉對板材施加連續、均勻的壓力,讓板材沿著滾輪的軌跡逐步彎曲成所需曲面。與折彎成型的集中施壓不同,滾彎是漸進式變形,壓力分布更為均勻,能有效避免局部應力集中導致的材料損傷,尤其適合薄板或長尺寸板材的彎曲。在實際操作中,技術人員需根據蓋板的目標曲率,調整滾輪的間距與角度,每一次滾壓的變形量都需嚴格控制,通過多次漸進滾壓,逐步達到設計曲率,確保曲面的平滑過渡。滾彎成型的靈活性較強,可根據需求調整曲率,適配不同池體結構,但這種方式對設備的精度和操作人員的經驗要求較高,若滾輪調整不當,易導致蓋板曲面出現扭曲、曲率不均等問題,因此需在滾壓過程中實時檢測曲面精度,及時修正參數。
模壓成型多用于異形、復雜曲面蓋板的定制化生產,當蓋板需兼顧多種曲面、折角與結構***征時,模壓成型的***勢便凸顯出來。這種工藝需提前根據蓋板的設計圖紙,定制專用的上下模具,模具的型面完全復刻蓋板的***終形態。操作時,將裁剪***的板材放入模具型腔,通過液壓機或壓力機施加巨***的壓力,使板材完全貼合模具型面,完成塑性變形。模壓成型的精度極高,能一次性成型復雜結構,無需后續多次加工,且成型后的蓋板尺寸穩定性***,剛性更強,能滿足***殊污水池對蓋板密封性、承載力的嚴苛要求。但模壓成型的短板也較為明顯,模具的開發成本高、周期長,僅適用于批量生產或定制化需求強烈的場景,且對板材的厚度均勻性、材質一致性要求極高,否則易出現成型不完整、厚度不均等缺陷,因此在批量生產前,需反復調試模具壓力、保壓時間等參數,確保成型質量穩定。
無論采用哪種彎曲方式,成型后的質量控制都至關重要。彎曲完成后,需重點檢測蓋板的尺寸精度,包括彎曲角度、曲率半徑、平面度等,確保符合設計標準;同時檢查彎曲部位是否存在裂紋、劃傷、變形過度等缺陷,一旦發現問題,需及時進行校正或返工,避免不合格品流入后續焊接環節。
污水池蓋板焊接過程:筑牢結構強度與密封性的關鍵防線
彎曲成型后的蓋板,僅完成了形態構建,而焊接則是將各部件牢固連接、賦予蓋板整體強度與密封性的核心工序。污水池蓋板長期處于潮濕、腐蝕性環境中,焊接質量直接決定其使用壽命與安全性能,因此焊接過程需從材料適配、工藝選擇到過程管控,實現全流程的精準把控。
焊接前的準備工作是保障焊接質量的基礎,容不得半點馬虎。***先要做***材料與部件的清潔處理,蓋板焊接部位的表面需徹底清除油污、銹蝕、氧化皮等雜質,這些雜質會阻礙焊縫熔合,導致氣孔、夾渣等缺陷,一般采用機械打磨或化學清洗的方式,確保焊接表面光潔、干燥。其次是坡口加工,根據蓋板的厚度與焊接方式,加工出合適的坡口形式,如V型坡口、U型坡口等,坡口的尺寸、角度需嚴格符合焊接工藝規程,保證焊接時熔深足夠,焊縫成型飽滿。再者是焊接材料的準備,需根據蓋板的母材材質,選擇匹配的焊條、焊絲與焊劑,確保焊縫的力學性能與耐腐蝕性不低于母材,同時對焊接材料進行烘干處理,去除水分,防止焊接過程中產生氣孔。***后是工裝夾具的安裝,將待焊接的蓋板部件固定在專用夾具上,確保部件之間的裝配間隙均勻、位置精準,避免焊接過程中因部件位移導致焊縫錯位、變形過***。
焊接工藝的選擇需兼顧蓋板的結構***點、材質***性與使用需求,不同工藝各有***劣。手工電弧焊是傳統且應用廣泛的焊接方式,操作靈活,適用于各種位置、不同厚度的蓋板焊接,尤其適合現場維修或小批量定制化生產。其原理是利用焊條與工件之間產生的電弧熱,熔化焊條與母材,形成焊縫。手工電弧焊的設備簡單、成本較低,但焊接效率相對較低,且焊縫質量受操作人員技能影響較***,因此需由經驗豐富的焊工操作,嚴格控制焊接電流、電壓與焊接速度,確保焊縫熔合******、成型美觀。
氣體保護焊則憑借高效、***質的***勢,成為污水池蓋板批量生產的***工藝,其中氬弧焊與二氧化碳氣體保護焊***為常用。氬弧焊以氬氣作為保護氣體,隔***空氣對熔池的污染,焊接過程中電弧穩定、飛濺小,焊縫成型美觀,且焊縫的耐腐蝕性與力學性能***異,尤其適用于不銹鋼、鋁合金等材質的蓋板焊接,能有效保障蓋板在腐蝕性環境中的長期使用壽命。二氧化碳氣體保護焊則以二氧化碳為保護氣體,成本較低,焊接效率高,熔深***,適用于碳鋼材質的蓋板焊接,但其飛濺相對較***,需通過調整焊接參數、采用混合氣體等方式減少飛濺,提升焊縫質量。氣體保護焊的自動化程度較高,可實現連續焊接,***幅提升生產效率,但對設備的維護與氣體純度要求較高,需定期檢查設備狀態,確保氣體輸送穩定。
埋弧焊多用于厚度較***、焊縫較長的蓋板焊接,如***型矩形蓋板的拼接焊縫。這種工藝是在顆粒狀焊劑覆蓋下進行焊接,電弧在焊劑層下燃燒,熱量集中,熔深***,焊接效率高,且焊縫質量穩定,不易產生氣孔、夾渣等缺陷,同時焊接過程無弧光輻射,工作環境更***。不過,埋弧焊的設備體積***、靈活性差,僅適用于平焊位置的長焊縫焊接,因此多用于工廠化批量生產,難以應用于現場安裝或異形焊縫的焊接。
焊接過程的精細化管控,是保障焊縫質量的核心環節。焊接時,需嚴格控制焊接參數,包括焊接電流、電壓、焊接速度、層間溫度等,這些參數直接影響焊縫的熔深、熔寬與力學性能,需根據母材材質、厚度及焊接工藝規程實時調整。對于多層多道焊,需控制***層間清理,每焊接完一道焊縫,需徹底清除焊渣與飛濺物,確保下一道焊縫與前一道焊縫熔合******,避免出現夾渣、未熔合等缺陷。同時,要注意控制焊接變形,污水池蓋板多為薄板結構,焊接過程中易因熱應力集中產生變形,可通過采用對稱焊接、分段焊接、反變形工裝等方式,減少焊接變形,確保蓋板的平面度與尺寸精度。
焊接完成后的質量檢測與后處理,是保障蓋板性能的***后一道防線。外觀檢測是***要環節,需檢查焊縫的成型情況,是否存在咬邊、氣孔、裂紋、未焊透等表面缺陷,對于不合格的焊縫,需及時進行打磨、補焊或返修。對于關鍵部位的焊縫,還需進行無損檢測,如超聲波檢測、射線檢測等,檢測焊縫內部是否存在夾渣、未熔合、氣孔等隱蔽缺陷,確保焊縫的內部質量符合設計要求。此外,還需進行性能檢測,如對焊縫進行拉伸、彎曲試驗,檢測其力學性能,對腐蝕性環境中使用的蓋板,還需進行耐腐蝕性試驗,確保焊縫的耐腐蝕性滿足使用需求。焊接完成后,還需對焊縫進行后處理,如打磨焊縫表面,使其平整光滑,減少應力集中,同時對焊縫進行防腐處理,如涂刷防腐涂料、進行熱浸鍍鋅等,進一步提升蓋板的耐腐蝕性能,延長使用壽命。
污水池蓋板的彎曲成型與焊接工藝,是工業生產中技術與匠心的深度融合。從彎曲成型賦予材料精準形態,到焊接筑牢結構強度與密封性,每一個環節都需精準把控、精益求精。這不僅是保障污水池蓋板性能的核心支撐,更是守護生態環境安全、推動工業綠色高效運行的重要基石。隨著工業技術的不斷進步,彎曲與焊接工藝也將持續升級,以更高效、更精準、更可靠的方式,為污水池蓋板的品質提升注入源源不斷的動力,為環保事業筑牢堅實的工業防線。
