
污水池蓋板塑性加工工藝:破局之路上的攻堅密
未知, 2026-03-20 15:21, 次瀏覽
污水池蓋板塑性加工工藝:破局之路上的攻堅密碼
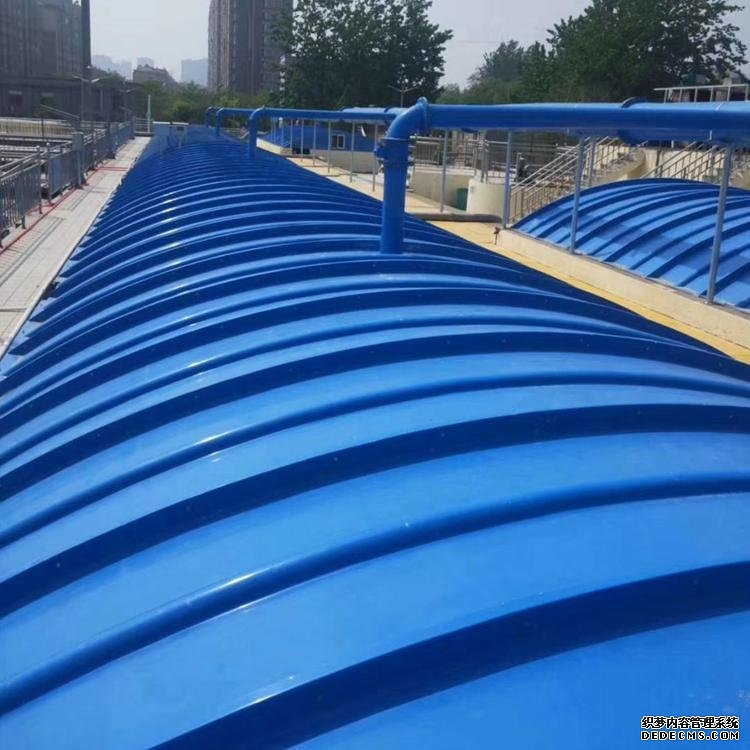
在環保基礎設施建設的浪潮中,污水池蓋板作為守護環境的關鍵屏障,其質量與性能直接影響著污水處理系統的穩定運行。而塑性加工工藝,則是賦予污水池蓋板卓越品質的核心環節。這一工藝并非坦途,在將原材料轉化為兼具高強度、耐腐蝕、精準尺寸與美觀形態的蓋板過程中,諸多重難點如同暗礁,考驗著從業者的技術智慧與工藝水準。
材料***性把控:塑性加工的“先天挑戰”
污水池蓋板的服役環境極為苛刻,長期浸泡在污水、暴露于腐蝕性氣體中,這決定了其材料必須具備出色的耐腐蝕性、高強度和******的韌性。常用的玻璃鋼、高密度聚乙烯(HDPE)、不銹鋼等材料,在塑性加工時卻各有“脾氣”。
玻璃鋼由樹脂和玻璃纖維復合而成,材料性能受樹脂配比、玻璃纖維含量及浸潤程度影響顯著。加工時,若樹脂固化速度把控不當,易導致產品固化不完全,力學性能***打折扣;玻璃纖維分布不均,會使蓋板出現局部應力集中,埋下開裂隱患。高密度聚乙烯雖具有******的耐腐蝕性和可塑性,但屬于熱塑性材料,對溫度極為敏感。加工溫度過高,材料易分解產生氣泡,降低強度;溫度過低,流動性差,難以充滿模具型腔,導致產品成型不完整。不銹鋼材料強度高、韌性***,但塑性變形抗力***,加工過程中對設備功率和模具強度要求極高,且加工硬化現象嚴重,若不及時調整工藝參數,后續加工難度將呈幾何倍數增加。
此外,材料批次間的差異也給加工帶來挑戰。不同廠家、不同批次的原材料,在成分、性能上存在細微波動,若加工前未充分檢測和調整工藝,極易導致產品質量不穩定,出現同一批次蓋板性能參差不齊的情況。
模具設計與制造:精度與效率的“平衡藝術”
模具是污水池蓋板塑性加工的核心裝備,其設計與制造水平直接決定了產品的精度、外觀和生產效率。然而,要打造一套***質的模具,并非易事。
從設計層面看,污水池蓋板通常尺寸較***,形狀復雜,且對密封性能要求極高。模具設計時,需精準計算產品的收縮率,不同材料收縮率差異較***,若計算失誤,會導致產品尺寸偏差,無法與污水池完美契合,影響密封效果。同時,模具的分型面設計、脫模機構布局也至關重要。分型面不合理,易造成產品飛邊過多,增加后續修整成本;脫模機構設計不當,會導致產品脫模困難,甚至損壞產品表面,影響外觀質量。
在制造環節,高精度的模具加工對設備和技術要求嚴苛。復雜的模具型腔需要采用高精度數控加工設備進行加工,而設備的加工精度受刀具磨損、機床振動等因素影響,稍有不慎,就會導致模具型腔表面粗糙度不達標,影響產品的脫模和表面質量。此外,模具的壽命也是一***難題。在長期高強度的生產過程中,模具承受著巨***的壓力和摩擦,易出現磨損、變形等問題,縮短模具使用壽命,增加生產成本。
成型工藝控制:質量與性能的“精密博弈”
成型工藝是污水池蓋板塑性加工的核心環節,不同的成型工藝,如模壓成型、注塑成型、滾塑成型等,各有***劣,但在實際生產過程中,都面臨著嚴格的工藝控制挑戰。
以模壓成型為例,該工藝適用于玻璃鋼等熱固性材料的加工。在模壓過程中,壓力、溫度和時間是決定產品質量的關鍵參數。壓力不足,材料無法充分填充模具型腔,產品密度低、強度差;壓力過***,易導致模具損壞,產品出現飛邊。溫度控制同樣關鍵,溫度過高,樹脂固化速度過快,產品內部易產生內應力,出現翹曲變形;溫度過低,固化時間延長,生產效率降低,且產品力學性能難以達標。時間參數的把控也不容忽視,固化時間過短,產品固化不完全,性能不穩定;固化時間過長,不僅浪費能源,還可能導致產品過固化,脆性增加。
注塑成型常用于高密度聚乙烯等熱塑性材料的加工,其工藝難點在于熔體溫度、注射壓力、注射速度和保壓時間的精準控制。熔體溫度過高,材料易分解,產生氣體,使產品表面出現氣泡、銀紋等缺陷;溫度過低,熔體流動性差,產品成型困難,易出現缺料、熔接痕等問題。注射壓力和速度的不合理搭配,會導致產品填充不均,產生內應力,甚至出現飛邊。保壓時間不足,產品收縮率***,尺寸精度難以保證;保壓時間過長,會增加產品內應力,影響產品性能。
滾塑成型適用于***型、復雜形狀的污水池蓋板加工,但該工藝對溫度均勻性要求極高。在滾塑過程中,模具需不斷旋轉并加熱,若模具各部位溫度不均勻,會導致產品壁厚不均,力學性能差異***。此外,滾塑成型的生產周期較長,生產效率相對較低,難以滿足***規模生產需求。
質量檢測與缺陷控制:品質保障的“***后防線”
污水池蓋板的質量關乎污水處理系統的安全穩定運行,因此,嚴格的質量檢測和缺陷控制是塑性加工過程中的重要環節。然而,由于產品結構和工藝的復雜性,質量檢測和缺陷控制面臨著諸多挑戰。
在質量檢測方面,污水池蓋板需要檢測的項目眾多,包括尺寸精度、外觀質量、力學性能、耐腐蝕性等。傳統的檢測方法,如人工測量、破壞性檢測等,存在效率低、檢測不全面等問題。例如,人工測量難以對***型蓋板的所有尺寸進行精準檢測,且容易受測量人員主觀因素影響;破壞性檢測雖能準確獲取產品力學性能數據,但會破壞產品,無法實現全批次檢測。雖然無損檢測技術,如超聲波檢測、X射線檢測等,在一定程度上解決了這些問題,但這些技術設備成本高,對操作人員技術要求高,且對復雜形狀產品的檢測效果有限。
在缺陷控制方面,污水池蓋板在塑性加工過程中常見的缺陷有氣泡、裂紋、飛邊、尺寸偏差等。這些缺陷的產生原因復雜,涉及材料、模具、工藝等多個環節。例如,氣泡的產生可能是由于材料中含有水分、加工過程中排氣不暢或溫度控制不當等原因導致;裂紋的出現可能是材料本身存在缺陷、加工過程中應力集中或脫模不當等原因造成。要有效控制這些缺陷,需要對整個加工過程進行全面監控和分析,精準定位缺陷產生的原因,并及時調整工藝參數,這對企業的工藝管理水平和技術人員的專業能力提出了極高要求。
污水池蓋板塑性加工工藝的重難點貫穿于材料選擇、模具設計、成型工藝、質量檢測等各個環節,每一個環節都充滿挑戰。但挑戰與機遇并存,攻克這些重難點,不僅能提升污水池蓋板的質量與性能,推動環保產業的高質量發展,更能彰顯企業在技術創新和工藝***化上的硬實力。隨著材料科學的進步、加工設備的發展以及工藝技術的不斷創新,相信這些重難點將逐步被突破,污水池蓋板塑性加工工藝也將迎來更加成熟、高效的發展新階段,為守護綠水青山筑牢堅實的技術根基。
上一篇:污水池蓋板:彎曲成型與焊接工藝的精密交響
下一篇:沒有了
下一篇:沒有了
